


LH-IC 厌氧反应器
IC厌氧反应器是新一代高 效多级内循环反应器,类似由二层UASB反应器叠加而成的。
-
应用领域
广泛应用于工厂、垃圾站、污水站等恶臭场所 -
技术特点
净化效率高、能耗低、适用范围广
18837305055
-
 60秒级人工响应
60秒级人工响应
-
24小时免费提供方案
-
定制产品解决方案
★★★设备简介
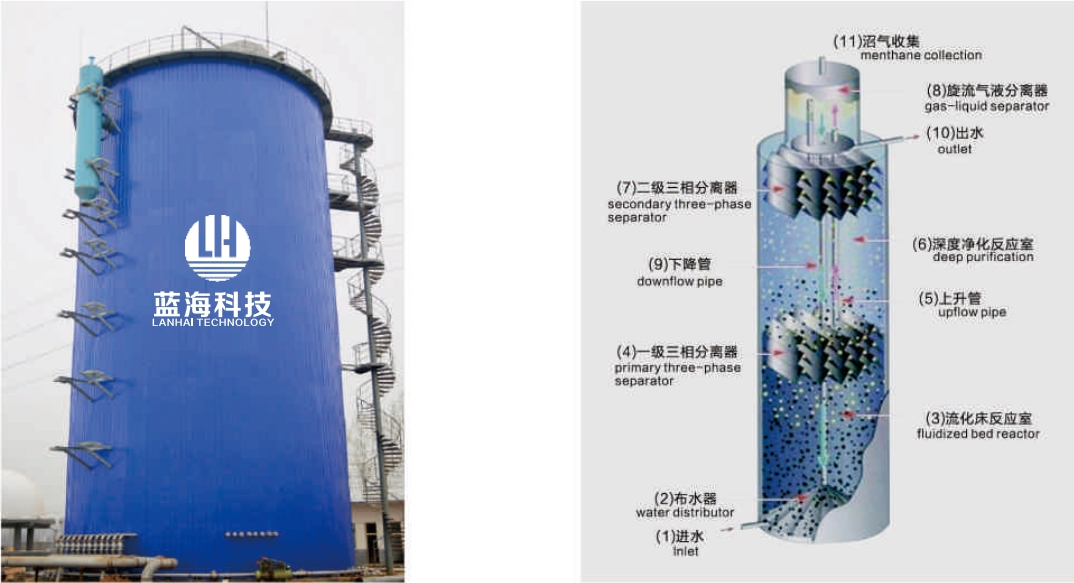
LH-IC厌氧反应器是新一代高 效多级内循环反应器,类似由二层UASB反应器叠加而成的。其功能可划分为五个区:
1、混合区:污水、颗粒污泥和回流对的泥水混合物在此区域内有效的混合;
2、第 一厌氧区:在高浓度污泥作用下去除大部分有机物并转化为沼气,部分泥水混合物提升至反应器顶部气液分离区;
3、气液分离区:将混合物中沼气分离导出,泥水混合物返回混合区,实现泥混合物的内循环;
4、第二厌氧区:第 一厌氧区的污水经三相分离器进入该区域,进一步将剩余有机物转化为沼气;
5、沉淀区:泥水混合物在该区域实现固液分离,上清液排出。
★★★设备特点
1、适用于处理中、高浓度有机废水;
2、容积负荷高,可达到30kgCOD/m3.d;
3、沼气利用价值高,产生的沼气纯度高:
4、出水稳定性好
5、可以用国内厌氧污泥作为种泥进行启动:
6、抗负荷冲击能力强;
7、内循环系统大大减少动力设备投资、运行费用、维修费用;
8、占地面积小,其体积相当于普通反应器的三分之一到四分之一。
行业案例
Industry Cases
广西仙鹤新材料丨双网转鼓挤浆机使用现场

柳州沁原纸业丨双网转鼓挤浆机桉木化学浆脱水现场

范县濮王污水处理厂丨推流搅拌曝气机使用效果

阿克苏泰源纸业丨15kw潜水搅拌曝气机使用现场

河南兴泰纸业丨22kw推流搅拌曝气机使用效果

平顶山耀中纸业丨7.5kw潜水搅拌曝气机发货使用

夏邑县污水处理厂丨4套推流搅拌曝气机使用效果
台前县污水处理厂丨11kw推流搅拌曝气机使用效果

西安护城河丨45台潜水搅拌曝气机使用效果

新疆江南宏达纸业丨潜水搅拌曝气机使用现场
品牌优势
Brand advantage-
01
生产保障
Production
guarantee24534㎡生产基地,现代化的厂房设施,拥有多条生产线及各类通用(专用)制造设备,累积1000+行业解决方案经验,可轻松满足各种生产定制需求。 -
02
研发保障
R & D
Guarantee24534㎡生产基地,现代化的厂房设施,拥有多条生产线及各类通用(专用)制造设备,累积1000+行业解决方案经验,可轻松满足各种生产定制需求。 -
03
品质管控
Quality
control24534㎡生产基地,现代化的厂房设施,拥有多条生产线及各类通用(专用)制造设备,累积1000+行业解决方案经验,可轻松满足各种生产定制需求。 -
04
售后服务
After-sales
service24534㎡生产基地,现代化的厂房设施,拥有多条生产线及各类通用(专用)制造设备,累积1000+行业解决方案经验,可轻松满足各种生产定制需求。
相关产品
Brand advantage
-
应用领域
制浆造纸废水;食品加工废水;其他行业工业废水;城镇污水处理厂 -
技术特点
不停产安装、拆卸简单;底部无死泥;氧转换率高;不易产生泡沫

-
应用领域
制浆造纸废水;食品加工废水;其他行业工业废水;城镇污水处理厂 -
技术特点
不停产安装、拆卸简单;底部无死泥;氧转换率高;不易产生泡沫

-
应用领域
造纸白水回收处理;化工工业废水处理;制药工业废水;市政污水处理;印染废水处理;电镀废水处理;含油废水处理 -
技术特点
设备结构紧凑,占地面积小;动力消耗低;药品消耗低;浮渣浓度高;出水清澈
-
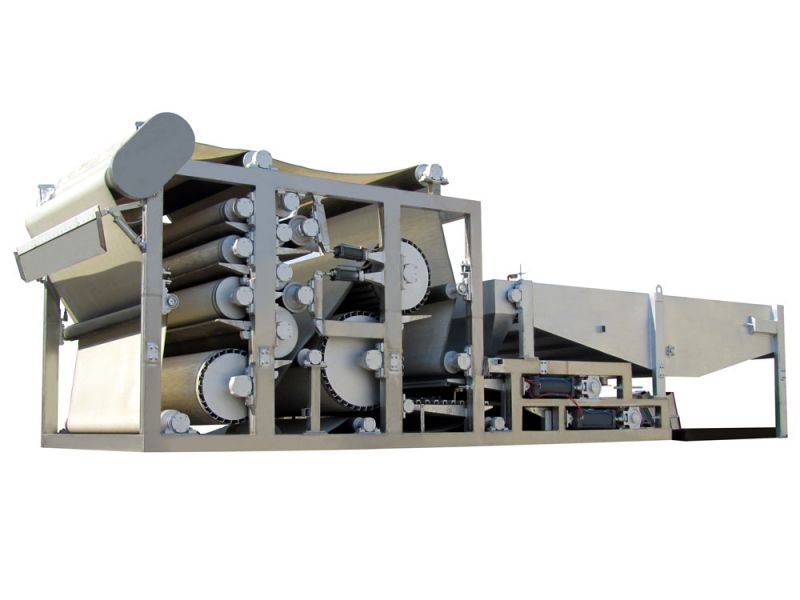
应用领域
造纸、化纤、印染、城市污水处理厂的混合污泥、硝化污泥及剩余活性污泥的脱水 -
设备特点
适用范围广、脱水效率高、处理量大、能耗低、噪音小、操作简单、维护方便
-
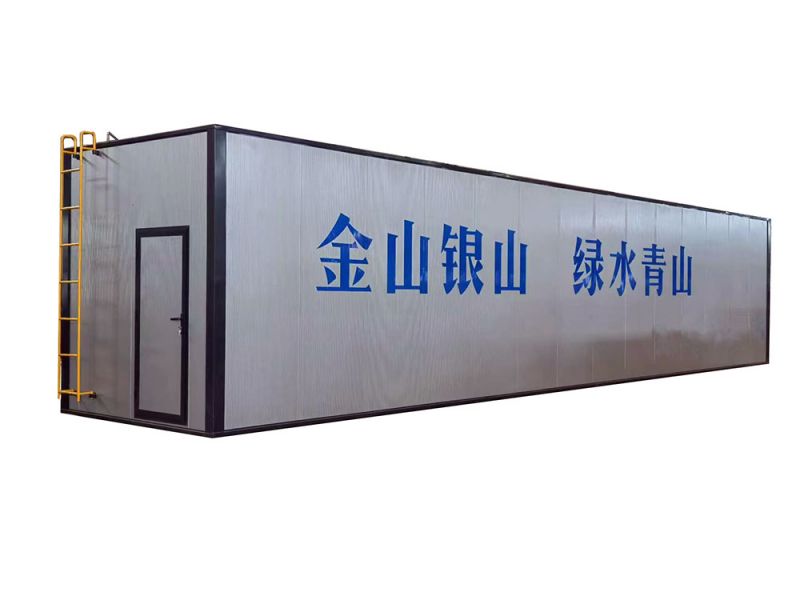
应用范围
宾馆、饭店、疗养院、医院;住宅小区、村庄、集镇;车站、飞机场、海港码头、船舶;工厂、矿山、部队、旅游点、风景区; -
技术特点
出水水质好,运行成本低、系统抗冲击性强、污泥量少,自动化程度高,占地面积小

-
应用领域
可用于污水处理系统、电厂原水、锅炉给水、油田地面集输脱水处理系统、石油化工等各行业的加药处理系统 -
技术特点
自动化程度高,采用PLC和液位计控制系统,操作简单、方便

-
应用领域
城市水厂、污水处理厂及工业废水处理厂 -
技术特点
桁桥架结构、重量轻;节约运行费用、维护管理方便;新型的传动装置,安装方便

-
应用领域
食品加工、酿造、医药化工、畜禽养殖、印染、垃圾渗滤液等诸多行业的废水处理 -
技术特点
该工艺具有厌氧过滤及厌氧活性污泥法的双重特点

-
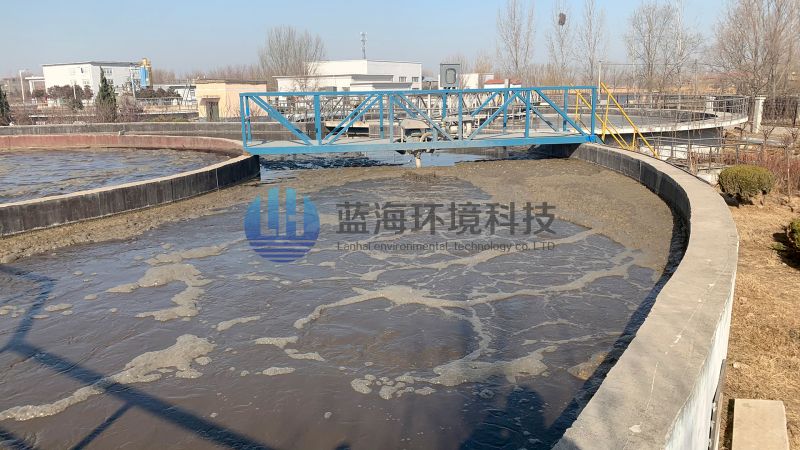
应用领域
适用于水处理工程中圆形的初沉池、二沉池、浓缩池排除污泥 -
技术特点
刮吸污泥效果佳;结构紧凑,占地小;设备运行平稳,能耗低

-
应用领域
广泛应用于工厂、垃圾站、污水站等恶臭场所 -
技术特点
净化效率高、能耗低、适用范围广